全國服務熱線
133-8017-7697
全國服務熱線
133-8017-7697咨詢手機:133-8017-7697
Q Q: 2531203110
郵箱:2531203110@qq.com
咨詢電話:0769-81100386
地址:廣東省東莞市東城街道莞長路興華智慧城6棟1605室
在線咨詢發表時間:2025-06-16 10:53:52 行業資訊 閱讀量:57
一、行業背景與廢水特征
全球制糖年產量超1.8億噸,我國貢獻占比超60%。制糖廢水具有以下特征:
高糖含量:COD 5000 - 30000mg/L(以葡萄糖、果糖為主)
高生物需氧量:BOD?/COD比值0.6 - 0.8
季節性波動:榨季廢水流量增加3 - 5倍
復雜組分:含色素(50 - 200mg/L)、膠體(10 - 50mg/L)
鹽分累積:電導率300 - 1500μS/cm
傳統處理技術瓶頸:
生物處理糖去除率不足70%(受毒性抑制)
化學沉淀法污泥產量大(含水率85 - 90%)
膜分離系統易受污染(膜通量衰減快)
二、核心技術集成創新
(一)強化型厭氧發酵系統
構建"水解酸化 - 產酸產氫 - 產甲烷"三級反應器:

水解酸化池:
填料填充率60%(生物親和性材料)
水力停留時間(HRT)8 - 12h
水解率≥85%(提高后續反應效率)
產酸產氫反應器:
采用ABR折流板設計(減少短流)
pH自動控制(5.5 - 6.5)
氫氣產率0.8 - 1.2m3/m3·d
產甲烷反應器:
UASB顆粒污泥(沉降速度≥20m/h)
甲烷含量55 - 70%
容積負荷5 - 8kg COD/(m3·d)
在廣西某糖廠應用:
水解酸化后COD去除率30%
產甲烷階段COD去除率65%
沼氣產率15m3/t糖(甲烷含量65%)
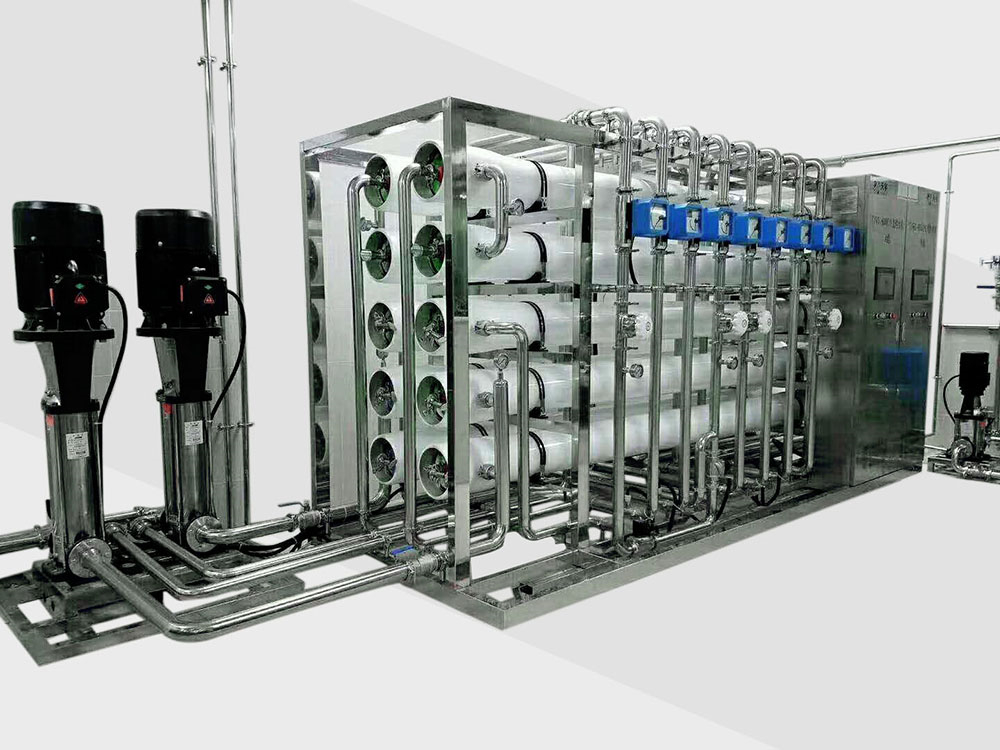
(二)膜過濾深度凈化
開發"超濾 - 納濾 - 反滲透"多級膜處理系統:
超濾膜:
聚醚砜材質(截留分子量10kDa)
操作壓力0.1 - 0.2MPa
去除99%以上懸浮物和大分子有機物
納濾膜:
復合膜(截留分子量200 - 300Da)
對二糖(蔗糖、麥芽糖)截留率≥98%
產水率≥85%
反滲透膜:
耐污染復合膜(脫鹽率≥99.5%)
回收率≥70%
產水電導率<10μS/cm
在云南某制糖集團運行數據:
指標 進水 超濾出水 納濾出水 反滲透出水
COD(mg/L) 15000 2000 300 10
BOD?(mg/L) 8000 1000 50 2
色度(倍) 1000 200 50 10
(三)協同代謝調控技術
建立"微生物群落 - 膜污染"動態平衡模型:
功能菌群篩選:
嗜熱菌(Thermus spp.)提高水解效率
產酸菌(Clostridium spp.)優化產物組成
膜污染控制:
電化學清洗(周期優化)
表面涂層(二氧化鈦抗污染層)
代謝通量分析:
13C標記技術解析碳流向
穩態模型預測系統穩定性
三、系統集成與智能控制
(一)數字化運行管理平臺
開發"感知 - 決策 - 執行"閉環控制系統:
實時監測:
在線傳感器(pH、ORP、COD、MLSS)
污泥活性分析(ATP含量測定)
智能調控:
機器學習優化曝氣策略(節能15%)
動態調節膜清洗頻率(減少化學清洗30%)
數據集成:
數字孿生模擬不同工況
區塊鏈技術記錄工藝參數
在廣東某糖業公司應用:
能耗降低20%(年省電260萬kWh)
人工干預減少80%
膜系統連續運行周期超6個月
(二)能量自維持設計
構建"沼氣發電 - 熱能回收 - 余熱利用"網絡:
沼氣發電機組(300kW)
發電效率35%
年發電量219萬kWh
熱電聯產系統
回收余熱(80 - 120℃)
滿足60%的工藝用熱需求
太陽能輔助加熱
覆蓋30%的蒸發器面積
減少化石燃料消耗
經測算:
系統綜合能源自給率75%
年減少碳排放4500噸
運行成本降低35%
四、典型工程案例解析
中糧崇左糖業有限公司(日處理10000m3):
工藝配置:
水解酸化池(2000m3)
UASB反應器(1500m3)
三級膜處理系統(2500m3/h)
運行指標:
項目 傳統工藝 本系統
COD去除率(%) 60 95
沼氣產量(m3/d) 8000 18000
膜壽命(年) 3 5
經濟效益:
年回收沼氣1600萬m3(價值640萬元)
減少水處理成本1200萬元
副產品產值2000萬元/年
五、技術發展趨勢與挑戰
當前研究重點:
? 新型厭氧菌群構建(宏基因組篩選技術)
? 膜材料改性(抗污染納米涂層)
? 數字孿生與代謝模型深度融合
面臨挑戰:
高濃度糖蜜廢水(COD>50000mg/L)處理
膜污染的實時監測與精準控制
系統全生命周期成本優化
六、實施路徑與政策支持
企業分階段部署策略:
基礎改造期(0 - 1.5年):
建設厭氧發酵系統與膜處理裝置
部署在線監測網絡
優化升級期(1.5 - 3年):
集成智能控制與能量回收
開發代謝通量分析模型
智慧運營期(3年后):
實現廢水處理全自動化
達成資源化利用最大化
政策支持方向:
將糖蜜廢水沼氣產量納入可再生能源補貼
提供膜材料研發專項基金
建立制糖廢水處理技術標準
制糖工業廢水除糖技術正從"末端治理"向"資源循環 - 能量再生"轉型,該協同技術體系為制糖行業綠色發展提供了創新路徑。